
TỔNG QUAN TRAM FLEXO ĐỈNH BẰNG (FLAT TOP DOT)
Trang 1 trong tổng số 1 trang

TỔNG QUAN TRAM FLEXO ĐỈNH BẰNG (FLAT TOP DOT)
kevodanhbattai Fri Jun 17, 2016 5:27 pm
TỔNG QUAN TRAM FLEXO ĐỈNH BẰNG (FLAT TOP DOT)
Từ năm 2012, hãng Flint đưa ra công nghệ mới là “nyloflex® NExT” để làm tăng chất lượng khuôn in Flexo (sao chép tỉ lệ 1:1 từ file sang bản và hình dạng phần tử in với đầu phẳng – flat top hay tram đỉnh bằng) mà không cần đầu tư chi phí lớn về vật tư. Đó là thiết bị chiếu sáng UV 2 bước.
Hình : Tram đỉnh tròn và tram đỉnh bằng nhìn từ kính hiển vi.

Vậy tram đỉnh bằng xuất hiện từ đây???
Câu trả lời là: Không phải. Mình không tìm được năm chính xác năm xuất hiện nhưng loại tram này đã có từ thời chế bản truyền thống. Sau đây là các phương pháp tạo tram flexo đỉnh bằng qua các thời kỳ:
1) Trước 1993, là giai đoạn chế bản anilog bằng film. Bản flexo sẽ được chế tạo bằng cách hút chân không với một tấm film âm bản. Sau đó phơi với tia UV-A, quá trình hình thành phần tử in diễn ra rất nhanh. Hình dạng của phần tử in có thân rộng và đỉnh bằng. Khi phơi bằng UV-A, tram sẽ dót gain lên 15% so với film và đường cure tầng thứ thường rất cao.

Quá trình này có các đặc tính như:
- Góc thân phần tử in thường từ 450 đến 550
- Đỉnh phần tử in có dạng bằng phẳng
- Chỉ hiện bằng thuốc hiện dung môi
Kết quả trên bản in, thân của phần tử in vùng tối sẽ nhỏ lại làm cho nền bản dày thêm vì các điểm tram rất gần nhau.

Độ phân giải in hay tần số tram LPI cũng bị phụ thuộc vào độ dày bản in. Cụ thể, bản in carton dày từ 1,55 đến 2,5 mm sử dụng 85 LPI, bản in bao bì mềm dày 1,07 đến 1,12 mm dùng 120 LPI, bản in nhãn dày 0,67 mm dùng 150 LPI.
Tram vùng sáng nhỏ nhất sẽ giảm khoảng 3-5% so với film. Vùng tối có thể bị bít vì độ sâu phần tử in quá cao. Dot gain mạnh nhất là vùng sáng và vùng trung gian.
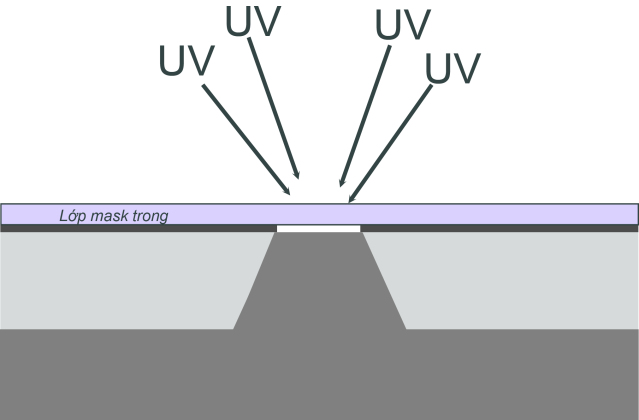
2) Sau 2000, giai đoạn chế bản flexo bằng film và lớp mask hay lớp lam (Lamination)
Công nghệ này sẽ tạo tram đỉnh bằng cách ép tấm film vào lớp mask trên bề mặt bản in và hút hết khí O2, đồng thời điểm tram sẽ giản ra 1-3% so với trên film. Quy trình này tương tự như phơi bản. Để đạt được tỉ lệ sao chép 1:1 rất khó vì có rất nhiều yếu tố biến đổi như ánh sáng UV bị tán xạ.

Ghi bản với lớp mask:
Sử dụng công nghệ ghi bản CTP ghi lên tấm bản có phủ sẳn lớp mask trên bề mặt để hạn chế khí O2. Quá trình này cũng làm tram trên bản to hơn 1% so với tram trên lớp mask vì tán xạ ánh sáng UV khi chiếu sáng mặt chính. Và cũng khó đạt được tỉ lệ sao chép 1:1. Đây là giải pháp LUX do MacDermid giới thiệu.
3) Những năm gần đây, ghi bản kết hợp hút hết O2
Đây là giải pháp ghi bản trong một điều kiện áp suất được kiểm soát. Tỉ lệ sao chép 1:1 vẫn không đảm bảo vì tán xạ ánh sáng UV. Đây là giải pháp DigiCorr hay DigiFlow do DuPont đưa ra.

(Theo Ian Hole, ESKO)
Khi nào thì sử dụng tram đỉnh tròn- tram đỉnh bằng?
Theo khuyến nghị của FPPA (Flexographic Pre-Press Platemakers Association – Hiệp hội chế tạo bản in Flexo) đã đưa ra: Dùng tram đỉnh bằng cho bao bì mềm in mực dung môi với keo dán bản mềm vừa, mình đoán đây phù hợp cho trục in tram. Và dùng cho in carton dợn sóng in sau (Postprint). Nguyên nhân là do loại tram đỉnh bằng này có thể giảm thiểu một hiện tượng trong in carton Postprint hay gặp phải, đó là hiện tượng sọc theo sóng của lớp sóng như hình minh hoạ sau:

Các dảy sọc đứng hiện rõ trên hình ảnh in (phần nền)
Các nhà sản xuất cũng đưa ra các cuộc thí nghiệm nhằm tăng tính thuyết phục cho sản phẩm của họ trong việc giảm thiểu hay loại bỏ hiện tượng này. Sau đây là hình ảnh so sánh giữ công nghệ nyloflex® NExT – LED (trên) của Flint và công nghệ truyền thống (dưới):


Từ các cuộc thử nghiệm đó, họ đưa ra kết luận các yếu tố ảnh hưởng đến hiện tượng sọc:
- Loại bản in, độ cứng và độ dày: Có thể chọn loại bản tốt nhất cho in carton posprint để được chất lượng in cao và không bị sọc.
- Vật liệu in và độ tốt của sóng: Tác động rất nhiều đến hiện tượng sọc. Quy tắc là: Chất lượng giấy và độ tốt của sóng càng cao thì hiện tượng sọc càng ít xảy ra.
- Các yếu tố khác: Mực và độ nhớt mực, lực ép in,ống bản, trục anilox, độ phân giải in, tông tram.
Kinh nghiệm thực tế: Khi bị hượng tượng sọc này, thợ in gọi là bị “lác”. Khi các điều kiện bản in, giấy carton, mực in đã cố định, thợ in thường khắc phục bằng cách tăng áp lực in.
Từ năm 2012, hãng Flint đưa ra công nghệ mới là “nyloflex® NExT” để làm tăng chất lượng khuôn in Flexo (sao chép tỉ lệ 1:1 từ file sang bản và hình dạng phần tử in với đầu phẳng – flat top hay tram đỉnh bằng) mà không cần đầu tư chi phí lớn về vật tư. Đó là thiết bị chiếu sáng UV 2 bước.
Hình : Tram đỉnh tròn và tram đỉnh bằng nhìn từ kính hiển vi.
Vậy tram đỉnh bằng xuất hiện từ đây???
Câu trả lời là: Không phải. Mình không tìm được năm chính xác năm xuất hiện nhưng loại tram này đã có từ thời chế bản truyền thống. Sau đây là các phương pháp tạo tram flexo đỉnh bằng qua các thời kỳ:
1) Trước 1993, là giai đoạn chế bản anilog bằng film. Bản flexo sẽ được chế tạo bằng cách hút chân không với một tấm film âm bản. Sau đó phơi với tia UV-A, quá trình hình thành phần tử in diễn ra rất nhanh. Hình dạng của phần tử in có thân rộng và đỉnh bằng. Khi phơi bằng UV-A, tram sẽ dót gain lên 15% so với film và đường cure tầng thứ thường rất cao.
Quá trình này có các đặc tính như:
- Góc thân phần tử in thường từ 450 đến 550
- Đỉnh phần tử in có dạng bằng phẳng
- Chỉ hiện bằng thuốc hiện dung môi
Kết quả trên bản in, thân của phần tử in vùng tối sẽ nhỏ lại làm cho nền bản dày thêm vì các điểm tram rất gần nhau.
Độ phân giải in hay tần số tram LPI cũng bị phụ thuộc vào độ dày bản in. Cụ thể, bản in carton dày từ 1,55 đến 2,5 mm sử dụng 85 LPI, bản in bao bì mềm dày 1,07 đến 1,12 mm dùng 120 LPI, bản in nhãn dày 0,67 mm dùng 150 LPI.
Tram vùng sáng nhỏ nhất sẽ giảm khoảng 3-5% so với film. Vùng tối có thể bị bít vì độ sâu phần tử in quá cao. Dot gain mạnh nhất là vùng sáng và vùng trung gian.
2) Sau 2000, giai đoạn chế bản flexo bằng film và lớp mask hay lớp lam (Lamination)
Công nghệ này sẽ tạo tram đỉnh bằng cách ép tấm film vào lớp mask trên bề mặt bản in và hút hết khí O2, đồng thời điểm tram sẽ giản ra 1-3% so với trên film. Quy trình này tương tự như phơi bản. Để đạt được tỉ lệ sao chép 1:1 rất khó vì có rất nhiều yếu tố biến đổi như ánh sáng UV bị tán xạ.
Ghi bản với lớp mask:
Sử dụng công nghệ ghi bản CTP ghi lên tấm bản có phủ sẳn lớp mask trên bề mặt để hạn chế khí O2. Quá trình này cũng làm tram trên bản to hơn 1% so với tram trên lớp mask vì tán xạ ánh sáng UV khi chiếu sáng mặt chính. Và cũng khó đạt được tỉ lệ sao chép 1:1. Đây là giải pháp LUX do MacDermid giới thiệu.
3) Những năm gần đây, ghi bản kết hợp hút hết O2
Đây là giải pháp ghi bản trong một điều kiện áp suất được kiểm soát. Tỉ lệ sao chép 1:1 vẫn không đảm bảo vì tán xạ ánh sáng UV. Đây là giải pháp DigiCorr hay DigiFlow do DuPont đưa ra.
(Theo Ian Hole, ESKO)
Khi nào thì sử dụng tram đỉnh tròn- tram đỉnh bằng?
Theo khuyến nghị của FPPA (Flexographic Pre-Press Platemakers Association – Hiệp hội chế tạo bản in Flexo) đã đưa ra: Dùng tram đỉnh bằng cho bao bì mềm in mực dung môi với keo dán bản mềm vừa, mình đoán đây phù hợp cho trục in tram. Và dùng cho in carton dợn sóng in sau (Postprint). Nguyên nhân là do loại tram đỉnh bằng này có thể giảm thiểu một hiện tượng trong in carton Postprint hay gặp phải, đó là hiện tượng sọc theo sóng của lớp sóng như hình minh hoạ sau:
Các dảy sọc đứng hiện rõ trên hình ảnh in (phần nền)
Các nhà sản xuất cũng đưa ra các cuộc thí nghiệm nhằm tăng tính thuyết phục cho sản phẩm của họ trong việc giảm thiểu hay loại bỏ hiện tượng này. Sau đây là hình ảnh so sánh giữ công nghệ nyloflex® NExT – LED (trên) của Flint và công nghệ truyền thống (dưới):
Từ các cuộc thử nghiệm đó, họ đưa ra kết luận các yếu tố ảnh hưởng đến hiện tượng sọc:
- Loại bản in, độ cứng và độ dày: Có thể chọn loại bản tốt nhất cho in carton posprint để được chất lượng in cao và không bị sọc.
- Vật liệu in và độ tốt của sóng: Tác động rất nhiều đến hiện tượng sọc. Quy tắc là: Chất lượng giấy và độ tốt của sóng càng cao thì hiện tượng sọc càng ít xảy ra.
- Các yếu tố khác: Mực và độ nhớt mực, lực ép in,ống bản, trục anilox, độ phân giải in, tông tram.
Kinh nghiệm thực tế: Khi bị hượng tượng sọc này, thợ in gọi là bị “lác”. Khi các điều kiện bản in, giấy carton, mực in đã cố định, thợ in thường khắc phục bằng cách tăng áp lực in.

kevodanhbattai- Tổng số bài gửi : 5
Join date : 31/10/2015
Age : 30 -

» Tram Flexo, Offset, ong dong - file Thay cho ngay 9/12/2009
» [HELP] Hướng dẫn thiết hàng đợi tram, trong phần mềm Harlequin RIP v.10 Demo
» Tổng quan
» Bài giảng và các vấn đề liên quan đến CNGCSI
» Nên Học Khai Hải Quan Điện Tử Ở Đâu? (Có Lớp Cấp Tốc Không?)
» [HELP] Hướng dẫn thiết hàng đợi tram, trong phần mềm Harlequin RIP v.10 Demo
» Tổng quan
» Bài giảng và các vấn đề liên quan đến CNGCSI
» Nên Học Khai Hải Quan Điện Tử Ở Đâu? (Có Lớp Cấp Tốc Không?)
Trang 1 trong tổng số 1 trang
Permissions in this forum:
Bạn không có quyền trả lời bài viết|
|
|